Screw air compressor overheating is a critical thermal failure that demands immediate engineering intervention to prevent rotor seizure and costly production downtime. When discharge temperatures exceed $100^\circ\text{C}$, the lubricant’s viscosity collapses, leading to metal-to-metal contact and permanent air-end damage. This professional guide provides a high-density, multi-vector analysis of 5 pro tips—covering thermodynamics, ventilation, and fluid dynamics—designed to restore your system’s thermal equilibrium and operational reliability.

The Thermodynamics of Compression
To solve overheating, one must first quantify the “Heat of Compression.” According to the First Law of Thermodynamics, the mechanical work performed by the motor to reduce air volume is converted into thermal energy ($Q$). In an oil-injected screw air compressor, the lubricant is the primary thermal conductor, tasked with absorbing approximately $80\%$ to $90\%$ of this generated heat.
Critical Thermal Thresholds & Metric Indicators
A professional engineer does not wait for a “High Temp” alarm. They monitor the delta values across five critical points.
| Monitoring Vector | Symbol | Optimal Range | Warning Zone | Shutdown Limit | Consequence of Failure |
| Discharge Temp (T2) | $T_{out}$ | $82^\circ\text{C} – 92^\circ\text{C}$ | $101^\circ\text{C} – 104^\circ\text{C}$ | $105^\circ\text{C} – 110^\circ\text{C}$ | Rotor expansion/Thermal seizure |
| Oil Cooler $\Delta T$ | $\Delta T_{oil}$ | $12^\circ\text{C} – 18^\circ\text{C}$ | $<8^\circ\text{C}$ | $<4^\circ\text{C}$ | Internal scaling or fan failure |
| Injection Temp | $T_{inj}$ | $66^\circ\text{C} – 74^\circ\text{C}$ | $>82^\circ\text{C}$ | N/A | Loss of oil film/Rotor contact |
| Ambient Intake Air | $T_{amb}$ | $15^\circ\text{C} – 35^\circ\text{C}$ | $>40^\circ\text{C}$ | $>46^\circ\text{C}$ | Mass flow reduction |
| Separator $\Delta P$ | $\Delta P_{sep}$ | $<0.25\text{ bar}$ | $0.6\text{ bar}$ | $1.0\text{ bar}$ | Parasitic load heating |
1、 Industrial Aerodynamics and Room Optimization
The most frequent cause of chronic overheating in a screw air compressor is “Thermal Short-Circuiting.” If the compressor room is not designed for high-volume air exchange, the machine will ingest its own hot exhaust, creating an exponential temperature climb.
Calculating Required Ventilation (CFM)
A professional installation must ensure that the room’s temperature rise ($\Delta T$) never exceeds $5^\circ\text{C}$ to $10^\circ\text{C}$ above outdoor ambient. The required ventilation flow ($V$) is calculated as follows:
$$V = \frac{Q}{\rho \times C_p \times \Delta T}$$
Where $Q$ represents the total heat rejected (approx. $90\%$ of motor power), $\rho$ is air density, and $C_p$ is specific heat.
- The Pro Fix: The Positive Pressure Solution. Use a forced-air intake system with filters that provide $1.15 \times$ the total air volume required by the compressor’s cooling fan. This ensures the room remains under slight positive pressure, preventing dust ingress and maximizing cooling efficiency.
- The Seize Standard: In high-heat regions (such as India, the Middle East, or Southeast Asia), Seize screw air compressor export models are engineered with oversized, high-static pressure centrifugal fans. These fans are specifically designed to overcome the resistance of long exhaust ducting (up to $50\text{ Pa}$), ensuring that hot air is purged from the building rather than recirculating in the plant room.
2、Heat Exchanger Conductance and Maintenance Hygiene
The radiator (oil cooler and aftercooler) is the primary interface for heat rejection. Its efficiency is governed by the “Overall Heat Transfer Coefficient” ($U$).
External Fouling and “Reverse-Flow” Restoration
In industrial environments—particularly in textile, cement, or wood processing—aluminum fins act as a filter for airborne debris.
- Engineering Diagnostic: Use a digital anemometer to measure the velocity of air exiting the cooler. A $25\%$ reduction from factory specifications indicates a blocked core.
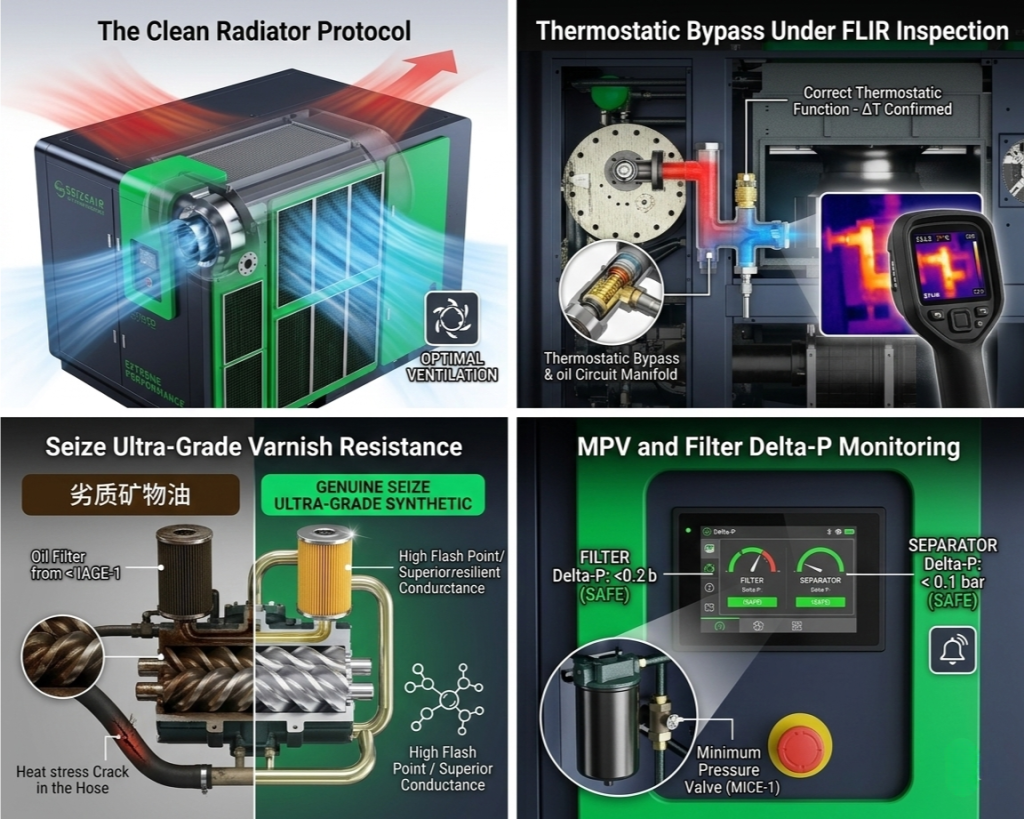
- The Pro Fix: Never use high-pressure water (which flattens delicate fins). Instead, use a “Reverse-Flow” technique: blow dry, regulated compressed air from the inside of the cabinet outward. For oily deposits, apply a pH-neutral chemical foam and rinse with low-pressure deionized water.
Internal Scaling and Varnish Insulation
If the exterior is clean but the oil temperature remains high, the internal tubes are likely coated with “varnish”—a byproduct of thermal oil oxidation.
- The Seize Advantage: Seize utilizes wide-channel, anti-scaling radiators with high-grade aluminum alloys. For extreme-duty cycles, we provide modular cooling systems that allow for easy internal chemical flushing, ensuring the thermal conductivity remains at $100\%$ over the machine’s 20-year lifespan.
3、Thermostatic Logic and Lubricant Fluid Dynamics
The thermostatic bypass valve is the “Thermal Brain” of the system. It modulates the flow of oil between the “Short Circuit” (warm-up phase) and the “Cooling Circuit” (operating phase).
Wax Element Hysteresis and Failure
The valve relies on a wax-filled thermal actuator. Over time, the wax can leak or the spring can lose tension, causing the valve to stay in a “Partial Bypass” mode.
- The 4-Point Infrared Audit: Use a FLIR thermal imager to map the oil circuit. If the screw air compressor discharge is $100^\circ\text{C}$ but the oil cooler inlet is only $75^\circ\text{C}$, the thermostatic valve has failed to shift.
- Precision Control: Every Seize unit is fitted with high-sensitivity, rapid-response thermal elements. This prevents the “Temperature Overshoot” common in lower-tier brands, where the machine hits $105^\circ\text{C}$ before the valve fully opens.

4、 Lubricant Chemistry and Volumetric Flow Rates
Oil is the lifeblood of a screw air compressor. It is the primary cooling medium, and its volumetric flow rate is critical to heat dissipation.
The “Residence Time” Factor
If the oil level is low, the remaining oil must cycle through the air-end more frequently. This reduces its “residence time” in the cooler, meaning it cannot shed enough heat before being re-injected.
- The Pro Fix: Always verify oil levels during “Full Load” operation via the sight glass. A level that appears sufficient at standstill is often $20\%$ too low during peak compression.
Synthetic vs. Mineral: Thermal Stability
Mineral oils begin to “crack” and form carbon sludge at temperatures above $95^\circ\text{C}$. This sludge acts as a thermal blanket on the rotors.
- The Seize Standard: By utilizing genuine Seize Ultra-Grade Synthetic Lubricants, operators benefit from a high Viscosity Index (VI) and superior thermal stability. Our lubricants are designed to maintain a constant film thickness even at $110^\circ\text{C}$, providing a critical safety buffer during unexpected ambient heat waves.
5、Mechanical Parasitic Loads and Flow Restrictions
Excessive heat is often a symptom of the screw air compressor working against itself. Any restriction in the oil or air path increases the “Specific Power” consumption, which is converted into heat.
Pressure Differential ($\Delta P$) and Oil Starvation
- The Oil Filter: A $\Delta P$ of $1.5\text{ bar}$ across the oil filter can reduce oil injection volume by $30\%$. This causes a rapid rise in discharge temperature (T2).
- The Minimum Pressure Valve (MPV): If the MPV fails to open, the internal sump pressure stays unnecessarily high, forcing the motor to work harder. This “Parasitic Load” generates massive amounts of friction heat.
Predictive Maintenance via Seize IoT
Modern Seize systems are equipped with the “Star of Intelligence” controller. This IoT-integrated PLC monitors the Delta-P of every filter and the temperature of every bearing in real-time. Using predictive algorithms, the system can detect a cooling efficiency drop of as little as $5\%$ and alert the maintenance team days before a high-temperature trip occurs.

The Engineer’s 10-Step Thermal Recovery Protocol
If your screw air compressor is currently alarming, follow this professional sequence to restore thermal equilibrium:
- Exhaust Audit: Verify that hot air is exiting the building and not re-entering the intake.
- The Light Test: Shine a high-intensity light through the radiator. If the light is blocked, the core is fouled.
- Hose Differential: Use an IR thermometer to verify the $\Delta T$ across the oil cooler.
- Oil Quality Check: Extract a sample. If the oil is dark/smells burnt, perform a full flush.
- Valve Inspection: Check the thermostatic element for proper stroke and seal.
- Fan Amp Draw: Check the cooling fan motor’s current. If it’s low, the blades may be slipping or the motor is failing.
- Filter Replacement: Swap the oil filter and separator if the $\Delta P$ exceeds $0.5\text{ bar}$.
- Internal Scaling Check: If the cooler is clean externally but oil is still hot, perform an internal chemical descale.
- VSD Optimization: For VSD units, ensure the minimum frequency is high enough to maintain sufficient fan RPM.
- Consult a Specialist: If the problem persists, contact the engineering team at Seize for a comprehensive system audit.
By maintaining these rigorous technical standards, you transform your compressed air system from a potential liability into a “Star of Productivity.”